Ультразвуковой контроль трубы 630х25
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ СВАРНОГО СОЕДИНЕНИЯ ТРУБЫ 630х25 ПРЕОБРАЗОВАТЕЛЯМИ SENDAST
Цель работы: Демонстрация проведения ультразвукового контроля сварного соединения трубы в соответствии с ПНАЭ Г-7-030-91 с применением ультразвукового дефектоскопа А1214 EXPERT и пьезоэлектрических преобразователей SENDAST.
Используемые сокращения: ПЭП – пьезоэлектрический преобразователь
ХОД РАБОТЫ
Перед проведением ультразвукового контроля необходимо ознакомиться с объектом контроля.
Информация об объекте контроля.
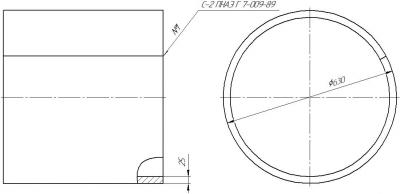
Объект контроля – продольный сварной шов трубы длиной 580 мм диаметром 630 мм толщиной стенки 25 мм, изготовленной из листового проката по ГОСТ 1577-93 марки стали 20 по ГОСТ 1050-2013 (Рисунок 1). Способ сварки – автоматическая сварка под флюсом. Тип сварного соединения – 1-02 (С-2) по ПНАЭ Г 7-009-89.
Конструктивные элементы и размеры сварного соединения в соответствии с ПНАЭ Г 7-009-89 представлены в таблице 1.
| Условное обозначение сварного соединения | Конструкционные элементы | cпособ сварки | S = S1, мм | e, мм | g, мм | |||
|---|---|---|---|---|---|---|---|---|
| подготовленных кромок свариваемых деталей | шва сварного соединения | Номинальное значение | Предельное отклонение | Номинальное значение | Предельное отклонение | |||
| 1-02 (С-2) | 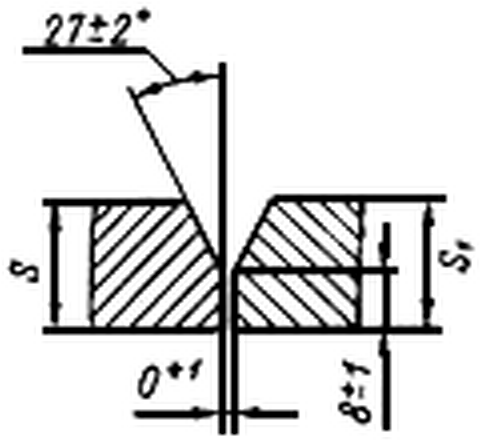 | 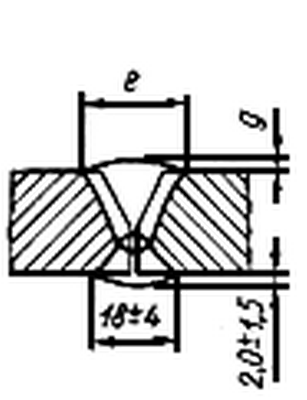 | 10* | 25 | 29 | ±5 | 2,5 | +2,0 -1,5 |
| *10 - автоматическая сварка под флюсом | ||||||||
Средства контроля.
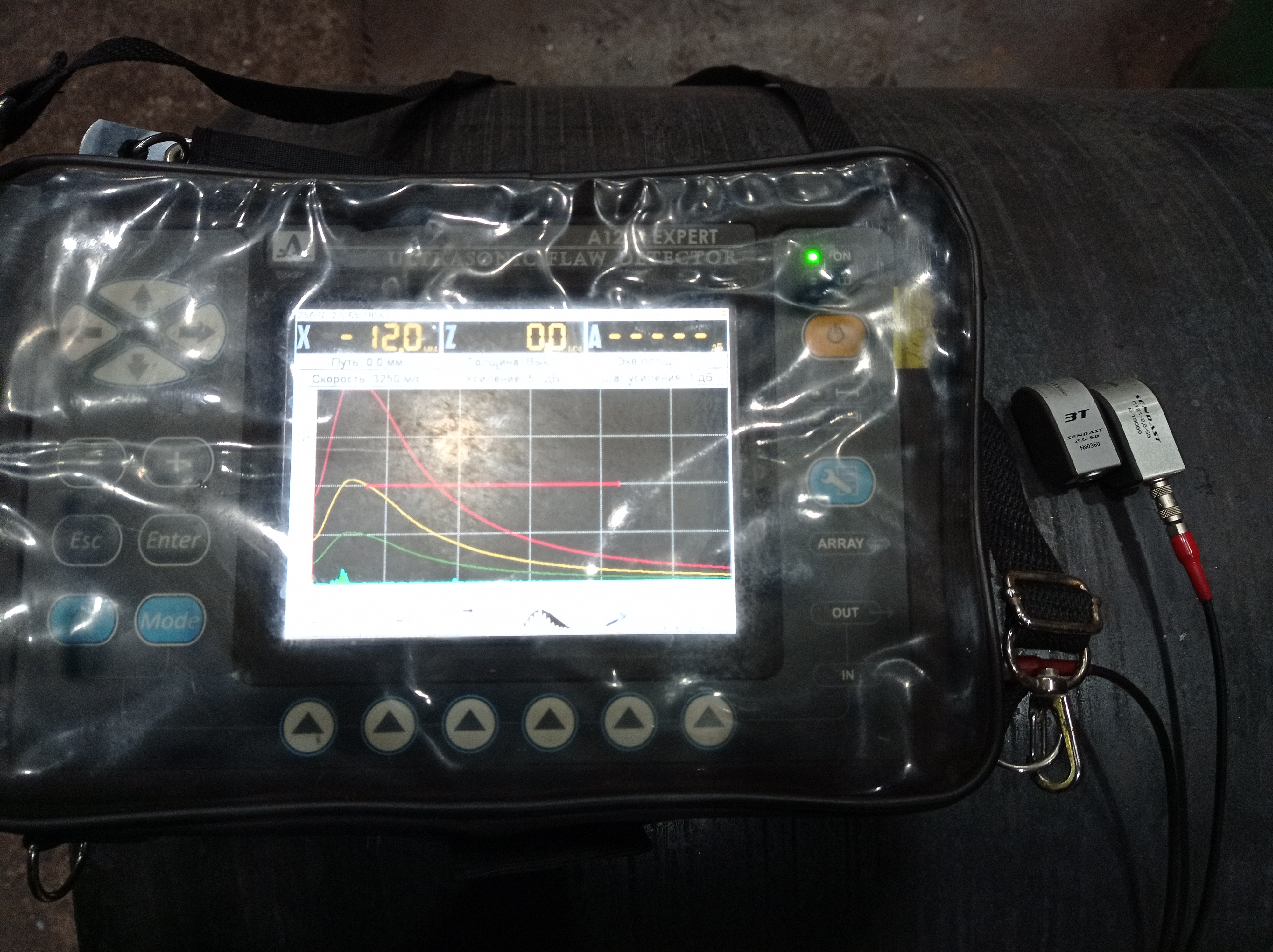
При проведении УЗК использовались следующее оборудование и вспомогательные материалы (Рисунок 2):
- Ультразвуковой дефектоскоп А1214 EXPERT
- Пьезоэлектрический преобразователь ПЭП 121-2,5-65 SENDAST
- Пьезоэлектрический преобразователь ПЭП 121-2,5-50 SENDAST
- Коаксиальный кабель Lemo00- Lemo00
- Контактная жидкость – глицерин
Подготовка к контролю.
К параметрам контроля относятся схема контроля, направление прозвучивания, характеристики преобразователей. Данные параметры выбираются исходя из необходимости обеспечения прозвучивания центральным лучом всего сечения сварного соединения с учетом его толщины и конструкции.
В соответствии п. 3.2.2.6 ПНАЭ Г 7-030-91 - продольные стыковые сварные соединения цилиндрических конструкций контролируют с учетом указаний, данных в приложении 2. Согласно этого приложения проведём предварительный выбор преобразователей (Рисунок 3) по фактической толщине H цилиндрической конструкции.
| Толщина сварного соеденения | Частота, МГц | Угол ввода при контроле, град | |
|---|---|---|---|
| прямым лучем | дважды отраженным лучем | ||
| От 5,5 до 9 включительно | 4-6 | 70+5 | 70+5 |
| Свыше 9 до 12 включительно | 4-6 | 65+5 | 65+5 |
| Свыше 12 до 20 включительно | 2,5-5 | 65+5 | 65+5 |
| Свыше 20 до 40 включительно | 2,5-4 | 65+5 | 45+5 |
| Свыше 40 до 60 включительно | 1,8-4 | 65+5 | 45+5 |
| Свыше 60 до 100 включительно | 1,8-2,5 | 60+5 | Не допускается |
| 45+5 | “ | ||
| Свыше 100 до 200 включительно | 1,25-2,25 | 60+5 | “ |
| 45+5 | “ | ||
| Свыше 200 | 1,25-2,25 | 60+5 | “ |
| 45+5 | “ | ||
Рис. 3
ПНАЭ Г 7-030-91 Таблица 1
В соответствии с данной таблицей выбираем преобразователи: П121-2,5-65 SENDAST для контроля прямым лучом; П121-2,5-50 SENDAST для контроля однажды отражённым лучом.
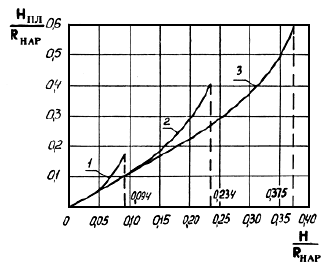
Далее определяем по рисунку 4 эквивалентную криволинейную толщину плоского соединения Hпл для каждого преобразователя.
соответственно для ПЭП с углом ввода 65°
для ПЭП с углом ввода 50°
Уточняем преобразователи, исходя из полученных результатов: П121-2,5-65 SENDAST для контроля прямым лучом; П121-2,5-50 SENDAST для контроля однажды отражённым лучом.
Дальше, в зависимости от отношения H/RНАР по таблице П2.1 (Рисунок 5) устанавливаем для каждого из выбранных преобразователей, к какой области (А, Б или В) значений принадлежит сварное соединение:
- для ПЭП с углом ввода 65° отношение H/RНАР находится в области Б;
- для ПЭП с углом ввода 50° отношение H/RНАР находится в области А.
| Угол ввода луча, град | А | Б | В |
|---|---|---|---|
| От 0 до n при УЗК продольных сварных соеденений | Свыше n до m при УЗК продольных сварных соеденений | Свыше m | |
| 40 | 0-0,188 | 0,188-0,375 | Более 0,375 |
| 0-0,536 | 0,526 и более | ||
| 45 | 0-0,140 | Свыше 0,140 до 0,293 | Свыше 0,293 |
| 0-0,322 | Свыше 0,322 до 1,0 | ||
| 50 | 0-0,104 | 0,104-0,234 | Более 0,234 |
| 0-0,208 | 0,208 и более | ||
| 60 | 0-0,052 | Свыше 0,052 до 0,134 | Свыше 0,134 |
| 0-0,089 | Свыше 0,089 до 1,0 | ||
| 65 | 0-0,035 | 0,036-0,094 | Более 0,094 |
| 0-0,057 | 0,057 и более | ||
| 68 | 0-0,026 | 0,026-0,073 | Более 0,073 |
| 0-0,042 | 0,042 и более | ||
| 70 | 0-0,021 | 0,021-0,060 | Более 0,060 |
| 0-0,034 | 0,034 и более | ||
| 72 | 0-0,017 | 0,017-0,049 | Более 0,049 |
| 0-0,027 | 0,027 и более | ||
| Примечание. Числитель – с наружной стороны, знаменатель – с внутренней | |||
Рис. 5 Таблица П2.1 ПНАЭ Г 7-030-91
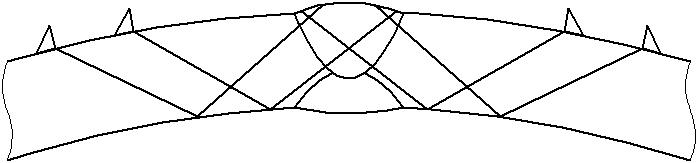
Если отношение H/RНАР находится в области А, то контроль сварного соединения осуществляется аналогично контролю плоских конструкций. Соответственно с вышеизложенными расчётами для преобразователя П121-2,5-50 SENDAST выбираем схему контроля (Рисунок 6). Нормы оценки качества для II категории сварных соединений по ПНАЭ Г 7-010-89 для толщины 25 мм: минимально фиксируемая эквивалентная площадь одиночных несплошностей - 2,5 мм2; максимально допустимая – 5,0 мм2.
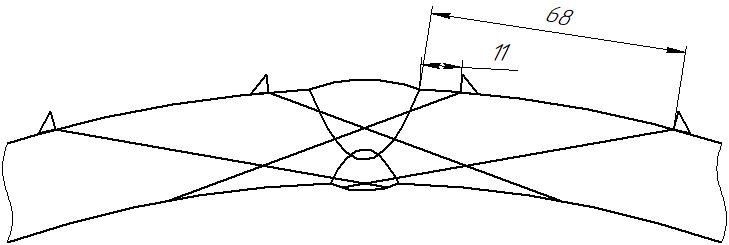
Если отношение H/RНАР находится в области Б, то поступаем следующим образом: возможность контроля всего сечения шва и зоны перемещения преобразователей определяем расчетно-графическим способом (Рисунок 7); чувствительность контроля определяем исходя из требований ПНАЭ Г 7-010-89 для II категории сварных соединений и эквивалентной толщины сварного соединения HПЛ=39,69. Соответственно минимально фиксируемая эквивалентная площадь одиночных несплошностей 2,5 мм2; максимально допустимая – 5,0 мм2.
Проведение контроля.
Контроль проводим контактным способом, перемещая преобразователь вручную. Контроль проводим путём продольно-поперечного сканирования.
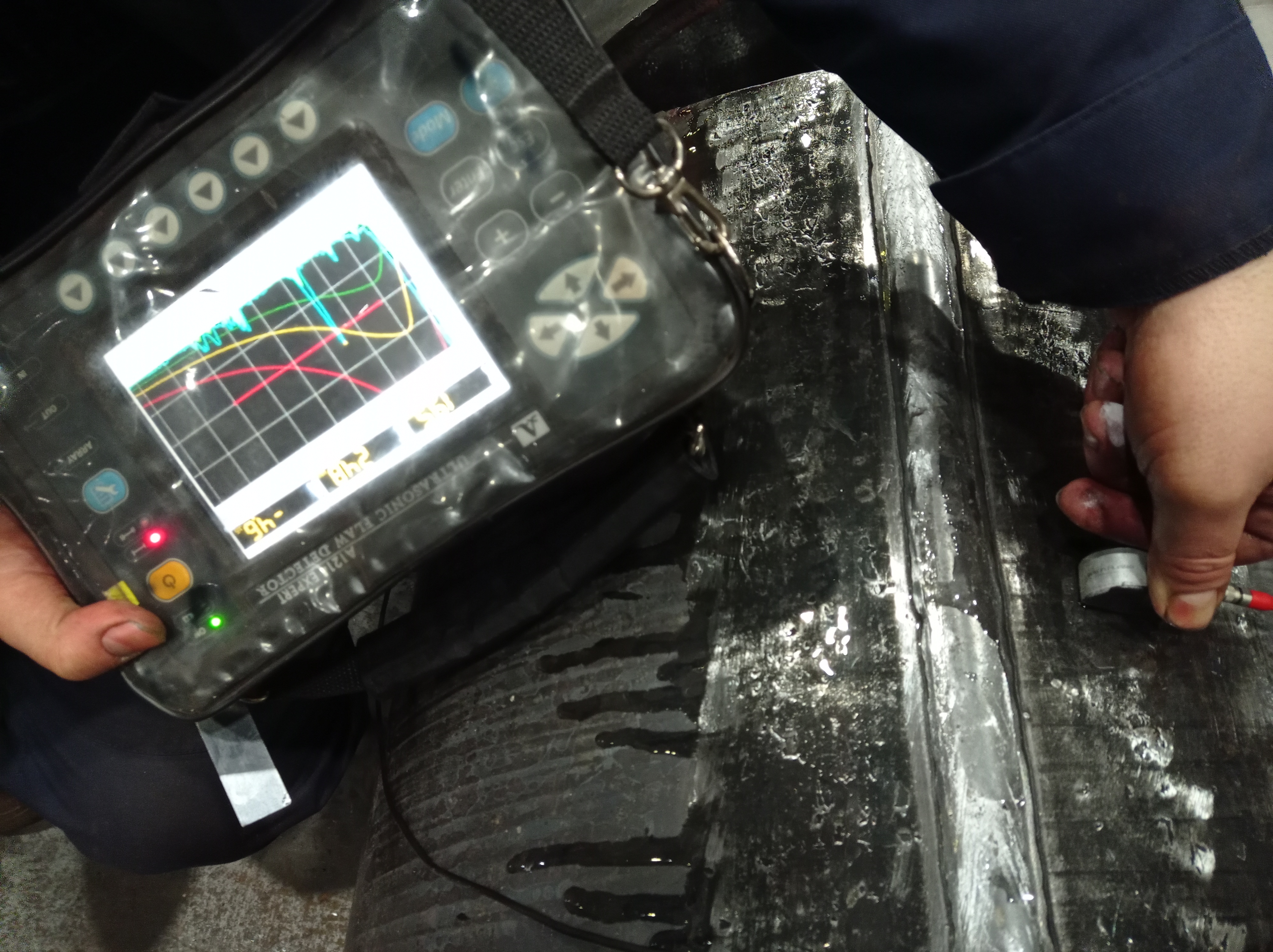
В процессе проведения контроля были получены эхо-сигналы амплитудой, превышающей уровень фиксации, а также браковочный уровень с внутренней стороны сварного соединения от протяжённых несплошностей (Рисунок 9, 10, 11).
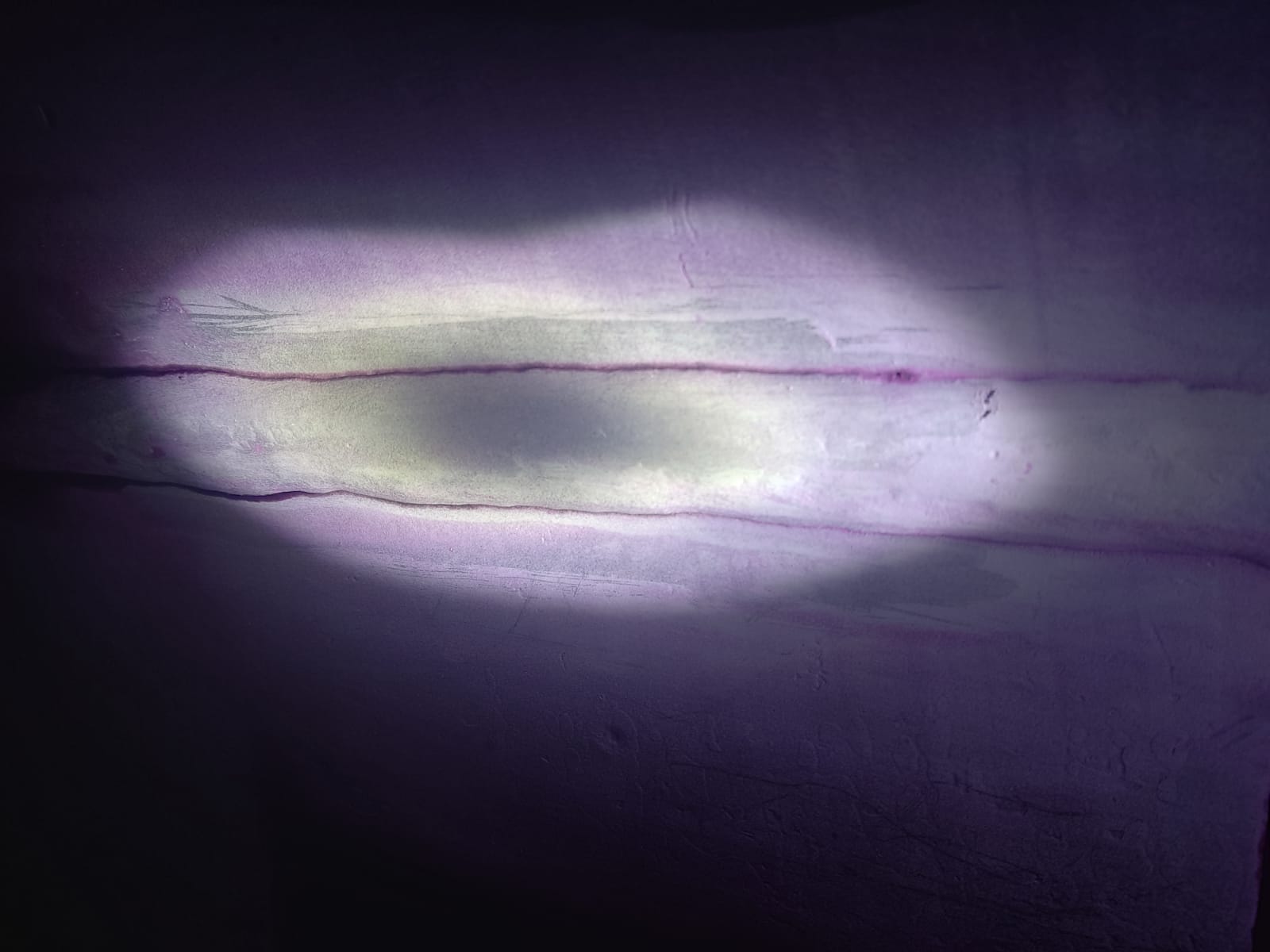
Таким образом, проанализировав результаты контроля, можно сделать вывод, что эти дефекты – трещины в зоне перехода от валика усиления сварного соединения к основному металлу. Что, также подтвердили результаты капиллярного контроля (Рисунок 12). Обнаруженные дефекты являются недопустимыми, продукция признана не соответствующей требованиям ПНАЭ Г 7-010-89 II категория сварных соединений.


ВЫВОДЫ
В ходе работы продемонстрировано:
- Каким образом выбираются параметры контроля согласно ПНАЭ Г 7-030-91
- По результатам контроля обнаружены недопустимые дефекты
- Показаны эхо-сигналы от протяжённых несплошностей
- Для визуализации дефектов проведён капиллярный контроль